TM 10-1670-269-23&P
0029 00
0029 00-3/(4 Blank)
j.
With the axis of the gage block hole aligned with the axes of the locking pin, release the gage
block and allow the block to fall freely.
k. When the weight of the gage block fails to cause full penetration on the pin into the gage block
hole, the pin is excessively bent and ripcord will be removed form service.
l.
Repeat the procedures in steps h. through k., above, for each of the remaining locking pins on the
ripcord length.
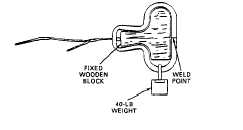
2. A ripcord, which has satisfactorily completed the locking pin test in step a., above, will be further
tested to verify that the ripcord grip-tubing joint is properly welded. Test a ripcord as follows:
a. Position the ripcord on a fixed wooden block previously cut to a size, which will allow the grip to fit
snugly.
b.
Attach and suspend a 40-pound weight from the corner of the grip nearest the weld. Care will be
taken to ensure that the total weight is suspended without impact. Hands or lifting devices, as
applicable, must be fully removed from the weight.
c.
Using suitable illumination, visually inspect the welded joint for cracks or breaks. If any cracks or
breaks are detected in the welded area, the ripcord will be removed from service.
d.
Remove the weight from the ripcord grip and further remove the grip from the wooden block or
hook, as applicable.
3. For the T-10R ripcord grip, which has been tested according to the above procedures and is
considered serviceable, will be marked to indicate test accomplishment. The marking will be made by
wrapping two turns of ½-inch wide yellow pressure-sensitive tape around the center of the grip tubing
at a point near the weld. However, ensure the tape wrapping does not cover the welding point.
4. For the MIRPS ripcord grip, after completion the ripcord grip weight test and marking it with yellow
tape, wrap two turns single ½-inch blue pressure sensitive tape on the opposite side of the yellow
tape ensuring the tape wrapping does not cover the welded joint.
END OF WORK PACKAGE
Fixed Wooded
Block
Weld
Point
40-lb
Weight
T-10R RIPCORD GRIP
MIRPS RIPCORD GRIP