TM 10-1670-269-23&P
0028 00
0028 00-19
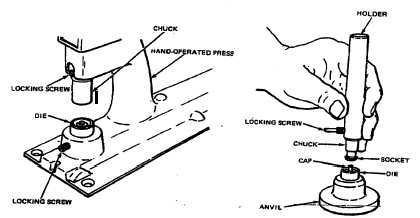
d. Place the selected chuck in the open end of the holder and secure the chuck in place using the
locking screw located on one side of the holder. Place the appropriate die into the anvil.
e. Fit the socket or stud, on the chuck lower end. Place the cap or post on the die with the barrel
facing up.
f.
Position the material over the barrel of the cap or post. Ensure that the fastener socket or stud
will be located on the upper side of the material for subsequence fastener engagement.
g. Place the socket or stud on the barrel of the cap or post. With an applied strike of a mallet, clinch
the two snap fastener components to the material.
h. Remove clinched snap fastener components from the chuck and die set and check the seating of
the jointed components. If the applicable components are not properly seated, repeat the
procedure in step g., above.
i.
Check the engagement of the installed snap fastener components with the opposite mating
components to ensure the opening and closed snapping process is accomplished without
hindrance. If the snap engagement process cannot be accomplished without difficulty, replace
the opposite mating snap fastener components using the procedures in d. through g, above.
j.
As required, remove the chuck and die from the applicable snap fastener tools by reversing the
procedures in step d., above.
k. Installation of snap fastener assemblies by hand or foot operated press can be accomplished
using the procedures above except the chuck and die will be secured within the applicable press
assembly using the available locking (see illustrations above).
20. Hook and Pile Fastener Tape. Replace damaged hook or pile fastener tape on ripcord protector flap
as follows:
a. Cut stitching attaching pile tape and remove from flap.
b. Cut stitching attaching hook tape and log record pocket to flap. Remove from flap.
CHUCK AND DIE INSTALLED IN
HAND-HELD TOOLS WITH SNAP FASTENER
HAND-OPERATED PRESS
COMPONENTS PREPARED FOR USE